

Корзина
Разделы
Информация
Поиск
Новости
Интересные статьи
- Плюсы и минусы стальных печей
- Чугунные печи
- Почему дымит камин
- Как очистить трубу и стекло
- Техника безопасности при установке камина
- Кафельные печи
- «Горячий камень» талькохлорит
- Еще больше информации о печах и каминах!
ПРЕДИСЛОВИЕ
Одним из основных источников стахановского движения, по определению товарища Сталина, является наличие у нас новой техники, а вторым источником этого движения является наличие кадров, овладевших этой новой техникой.
С самого начала строительства социализма в нашей стране упор был взят на внедрение новой техники во все области нашего народного хозяйства и в первую очередь на механизацию наиболее трудоемких процессов с целью облегчения условий труда рабочих.
Однако, подлинная механизация в настоящее время немыслима без применения автоматики. Автоматика позволяет, с одной стороны, выжать из механизма максимум полезной работы, а с другой — позволяет машинисту уделять меньше внимания самому процессу управления данным автоматизированным механизмом. Следовательно, машинист может управлять одновременно целым рядом механизмов и уделить больше внимания ведению технологического процесса. Наконец, на более высокой стадии развития автоматизации целый ряд механизмов связывается какой-то общей программой и работает автоматически без вмешательства машиниста.
В этом случае роль машиниста—контролировать правильность работы механизмов. Для периодической же ревизии и настройки комплексных автоматических схем необходимо иметь высококвалифицированные кадры.
Одним, из подобных наиболее сложных комплексных автоматических электроприводов является система загрузки доменной печи. На наших доменных печах установлены после 1930 г. и работают советская, американская и немецкая схемы управления системой загрузки доменной печи. Сравнение принятых систем убеждает нас в том, что советская схема управления системой загрузки является более совершенной, чем американская и немецкая .
Для удобства сравнения все немецкие и американские схемы переработаны на принятые в Союзе условные обозначения.
Для многих приводов развертки были сделаны автором заново также на основании принятых условных обозначений.
Такая унификация схем позволит читателям быстрее разобраться в приводимом материале, охватывающем помимо доменного цеха также агломерационную фабрику и коксовый завод. Работа цехов, ведущих подготовку материалов, рассмотрена кратко, так как это не являлось основной задачей автора.
Настоящая книга предназначена как пособие для студентов при прохождении курса электрооборудования доменных цехов металлургических заводов, а также при подготовке к дипломным проектам. Автор старался изложить материалы так, чтобы содержание книги в части описания схем было также достаточно понятно рабочим-стахановцам, обслуживающим соответствующие установки доменного цеха. В книге имеется материал полезный для инженеров, работающих в соответствующих проектных организациях и по эксплуатации.
Автор далек от мысли, что настоящая его работа универсальна и свободна от недостатков. Поэтому он обращается с просьбой сообщить обо всех замеченных в его работе недостатках по адресу: Харьков, улица Фрунзе, 21а, Харьковский электротехнический институт, кафедра электрооборудования.
В заключение автор приносит глубокую благодарность: администрации ХЭТИ за помощь, оказанную им при работе над книгой, профессору Губенко Т. П., проведшему тщательную редакцию книги и давшему ряд ценных указаний, администрации X. О. Электропрома и ХЭТЗ'а, предоставившим материалы для книги и т. Ильинской Н. Ф., проведшей большую работу по оформлению книги.
КОКСОВЫЙ ЗАВОД
1. Технологический процесс
Коксовый завод, размещаемый в настоящее время чаще всего при металлургическом заводе, представляет собой крупное предприятие по переработке угля в кокс. Для доменной плавки уголь в его чистом виде не может быть применен в силу большого количества содержащихся в нем летучих веществ, а также в силу плотности своего строения. Для придания топливу доменной печи пористого строения, хорошо пронизываемого газами, уголь подвергается коксованию. При этом из угля удаляются все летучие вещества, не требующиеся при выплавке чугуна. Кроме того, получается пористое строение кокса при сравнительно небольших кусках.
На рис. 16 приведен схематический план современного коксового завода. Отмытый и обогащенный уголь подается на склад и укладывается в штабеля. Из шахт уголь поступает „рядовым", т. е. размерами кусков от 400 до 3—4 мм. Штабеля перекрыты козловым грейферным перегружателем. Назначение этого перегружателя - выгружать материал из ж.д. вагонов и укладывать уголь в штабеля. Помимо этого, перегружатель загружает уголь из штабелей в бункера приемных ям. Под бункерами приемных ям установлен ряд питателей, выдающих уголь, из бункеров на ленточный транспортер. Ленточный транспортер, а иногда и ряд ленточных транспортеров передают этот уголь в угледробильное отделение.
В зависимости от сорта, качества и крепости угля дробление производится в одну, две или три ступени. Этому вопросу будет уделено особое внимание. Из дробильного отделения уголь размерами 3—4 мм в диаметре поступает в смесительные силосы, представляющие собой большие круглые бетонные башни большого объема. Назначение этих силосов—сохранять различный по сортам уголь для последующей шихтовки. Под каждым из силосов установлен питатель, который подает уголь на общий транспортер. Выдаваемый из смесительных силосов уголь тщательно взвешивается, дозируется и через ряд транспортеров поступает в смесительное отделение.
В смесительном отделении шихта тщательно перемешивается и увлажняется, а затем подается в угольную башню, которая вынесена высоко над блоком коксовых печей. На новых коксовых заводах блок печей состоит из 4 батарей, причем в каждой батарее собрано 69 камер. На больших коксовых заводах строят до шести таких блоков.
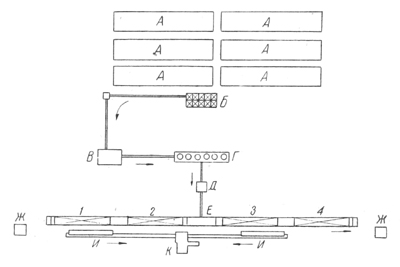
Сторона доменного цеха
Рис. 16. План коксового завода:
А—штабеля угля на угольном складе; Б—бункера приемных ям; В—угледробильное отделение; Г—смесительные силосы; Д—смесительное отделение; Е—угольная башня; 1, 2, 3, 4—батареи коксовых печей; Ж—тушильная башня; И—рампа для кокса; К—коксосортировка
На рис. 17 дан поперечный разрез коксовой батареи. Загруженный в угольную башню кокс выдается в загрузочный вагон, причем объем этого вагона соответствует объему одной камеры. Получив очередную порцию шихты из угольной башни, загрузочный вагон передвигается вдоль блока до пустой печи и выгружает в нее привезенную шихту через соответствующие отверстия в верхней части печи. Загруженная шихта выравнивается внутри печи соответствующей планерной рейкой коксовыталкивателя, после чего камеру герметически закрывают и переводит на коксование. Для коксования угля боковые стенки камеры обогреваются горящими газами — коксовым или коксовым вместе с доменным. Газы сгорают в отдельных каналах, расположенных между коксовыми камерами. На рис. 17 слева батарея разрезана через коксовую камеру, в правой части—через каналы сжигания топлива, расположенные между стенками отдельных камер. Необходимый для поддержания горения воздух, а также бедный доменный газ предварительно подогреваются в регенераторах. Регенераторы имеют большое количество каналов в кирпичной кладке, нагретой до достаточно высокой температуры. Для каждой камеры предусмотрены два комплекта регенераторов. Когда один комплект проходит подогрев, второй отдает свою температуру проходящему через него воздуху. После того, как первый комплект остынет, производится кантование печи, т.е. заставляют поток протекать в обратном направлении. Через остывшие регенераторы проходят горячие продукты горения, а через нагретые прогоняют воздух, необходимый для сжигания топлива. Перевод с продуктов горения на воздух и доменный газ производится при помощи лебедки, описание которой будет дано ниже.
Необходимое для подогрева коксовых печей топливо подается через каналы, расположенные в фундаментной части батареи, как видно из рис. 17. По прошествии некоторого времени уголь, загруженный внутрь камеры, отдаст все свои летучие вещества и обратится в кокс. Уходящие из угля летучие вещества отводятся через стояки специальными трубами на коксохимический завод для использования, так как эти газы содержат много ценных продуктов. Для выдачи готового кокса с одной стороны батареи по путям движется коксовыталкиватель. Когда кокс готов, коксовыталкиватель снимает дверцу камеры и штангой выталкивает кокс. К этому времени с противоположной стороны батареи дверь у той же камеры будет снята двереэкстрактором. Коксовыталкиватель выталкивает готовый кокс в тушильный вагон, который отвозит горячий кокс к тушильной башне, видной на рис. 17 слева от угольной башни.
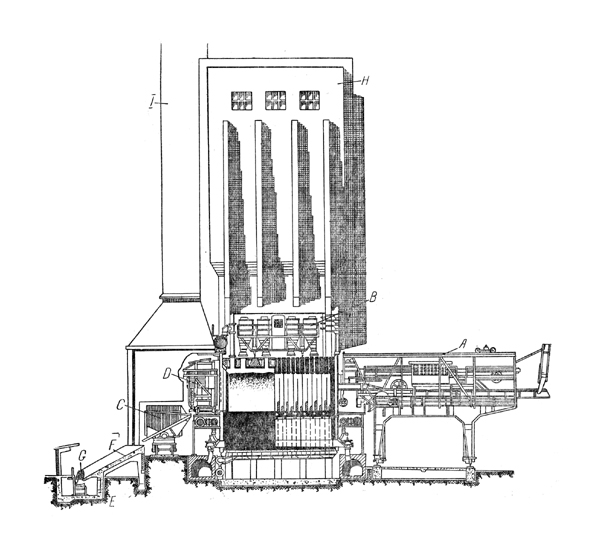
17. Поперечный разрез коксовых печей:
А—коксовыталкиватель; В—загрузочный вагон; С—тушильный вагон; D—двереэкстрактор;
E — транспортерная лента кокса; F — рампа; G — затворы рампы; H — угольная башня;
I — тушильная башня .
Горячий кокс в тушильной башне интенсивно поливается водой, причем образующиеся пары уходят в трубу. Под конец тушения тушильный вагон возвращается к рампе, на которую и выгружает кокс. Пролежав некоторое время на рампе, кокс отдаст полученную им при тушении влагу в атмосферу и окончательно остынет. Остывший кокс перегружают на транспортерную ленту, открывая соответствующие затворы.